














石材台面板主要包括:花岗岩台面板、大理石台面板、砂岩台面板、板岩台面板、石灰岩台面板和石英石台面板,其中主流是花岗岩和大理石台面,而以生产数量和应用范围来看,花岗岩台面板是最多最广泛的。
石材台面板主要的加工流程是:
选料→大切→磨光→切边→边加工→挖盆钻孔→磨光修补→试拼检验→包装→完工
1.选料

2.大切
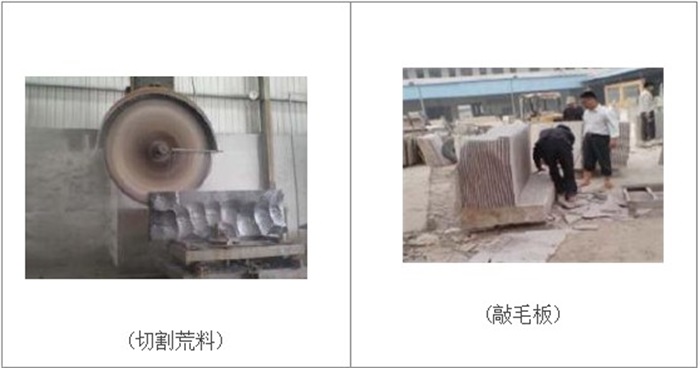
3.磨光

磨光阶段有分粗磨和细磨两部分。
粗磨:前面工序合格的产品和定厚过的毛板用磨光机先进行粗磨,目前磨机主要是用手扶式磨机及多头连续磨抛机。过后等毛板干燥后,检查板面,板面效果好,可以直接进行细磨,如果发现毛板的板面质量不理想,可以对毛板表面进行刷胶处理,刷上一层树脂胶将其毛板上面的小孔和小裂纹、鸡爪纹等缺陷补好,同时也可以使得毛板的板面更好,光泽度更高。在天气好的情况下,树脂一般半个多小时就能干,要是天气不好,差不多要1-2个小时才会干,要好是等干了后再进行细磨。也有的工厂是不经粗磨,洗净检查毛板,之后直接在毛板(有问题的)上刷胶。通常花岗岩刷得比较少,大理石刷得比较多。
细磨:用磨光机将合格的毛板或修补后的毛板逐块磨光加工成毛光板,记得要把毛光板中无法修复的裂纹、色浅、石胆、扫花等瑕疵用红蜡笔在板上记号出来,以便下道工序及时发现,能避开这些缺陷用来加工小规格组件,如挡水板或加厚边等等。通常欧美定单的光泽度要求要达到在90°以上(或是按照客户要求加工,如果部分石种达不到要求要和客户协商)。同时欧美标准的毛光板的平整度极限公差为0.8MM,厚度极限公差允许公差值为正负1MM。
4.切边

将前面合格的毛光板按生产定单要求进行排料切割,切割出台面板各部分---主台面、后当挡板、侧挡板和前挡板等等。切割的时候要注意之前要检查表面,注意之前标注的石材缺陷,要避开裂纹、黑斑、色线、色斑、扫花等,不要有阴阳面。同时要保证切割后的成品的几何尺寸、角度尺寸、对角线尺寸准确无误,不允许有崩边、掉角现象。如果台面板背面需要粘接的,也要保正背面的边、棱、角的完整无损,方便之后的边加工。
5.边加工

边加工就是把台面板的边沿加工进行加工处理看是简单的磨直边或是加工成异形边(牛鼻边、鸭嘴边等等)。如果客户没有要求边要加厚,就可以把台面直接进行边加工处理(车边),要是客户是要求的是加厚边,那么先要把台面板的边加厚。具体做法是在要加后的地方先有小割机磨平,之后粘结面粗加工成糙面,以便更牢固地粘结,之后就是涂胶粘合,最后用夹子定型夹牢。注意粘合的时候要注意粘合面两块板之间的缝隙要越小越好,要好是达到0.1~0.2mm。等胶水干透后就可以进行车边加工,先进的工厂是用专门的仿型磨边机加人工磨光辅助,一般的工厂则是用人工切磨的。
6.挖盆钻孔

是在台面板上开洗手盆口、龙头孔以及台下盆的安装孔。开孔一般由机器开孔,盆口通常是人工开的,或是先由开空机开好洗手盆的四个角然后在由人工切割。
7.磨光修补

修补就是修补加工不慎造成的破损(轻微不平或缺角等)或是其他天然的缺陷,注意要用和石材颜色接近的胶来修补。
磨光是对整个台面板的光面进行磨光加工,同样磨光后光泽度要求90°以上,同时面成镜面光泽,无凹凸感,无波浪纹,交接处直线度保持在一条直线上,台面边和洗手盆口的光泽度也要同天面一致。通常是用手扶磨机来磨,如果好效果好,可用大型磨机磨。对于是由多个部件组合的台面要拼合修补及打磨,以免等会试拼的时候出现问题。
8.试拼检验
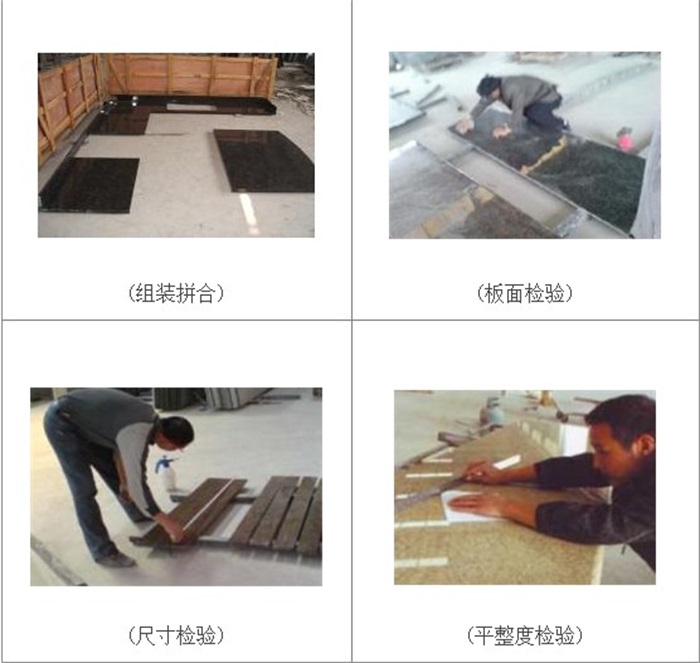
将该台面板进行逐块检验,发现不合格品及时更换或返工。同时对于不是单个产品的组合台面除了要求边缘的光滑度,手感和板材的平整度等等之外,还必须要试拼一下组合起来,注意组合台面间花色的统一,接口的拼合度,以及组合的左右顺序,必须依照图纸准确无误。
对于拼合效果不好要返工,对于花色不统一的要进行更换。
还有通常洗面台的开口如果距边只有或不到7或200px,则需要加钢筋加固。即使超过此距离,如客户有要求也必须在背面加固钢筋。检验完后如果客户有要求要做防护的(防水处理等),方可做防护。
9.包装

包装时根据客户要求或石质对产品进行包装,钝面与钝面相对,在光面之间夹防划伤的软膜片。至于一些怕划伤的石材,像一般颜色较深石材(如山西黑),为防止刮伤影响视观会进行包膜处理。台面板要垂直摆放,使石材纵像受力,千万不要横放。要好打包带包所有的台面捆成一个整体,不要松动。最后,大功告成,台面板就这样制作包装完毕了,可以发货了。
公司生产的石材切割机、瓷砖切割机、大理石切割机、工地轻便切机,劈石机,砖石切机,马路切机等各种石材机械产品,品质优秀,产品几乎全部出口外销,获得了用户的广泛赞誉。

