














石材工业产业链:包括石材资源挖掘、地质勘探、矿山开采、原料运输、石材贸易、石材加工、产品运输、安装等等,相关专业领域会涉及到地质学、岩石学,机械加工、建筑装修、装饰设计,石材品种选择、理化指标检测等等;
石材品种类别:按照石材组成成分,美国材料试验协会将天然饰面石材分为花岗石(Granite)、石灰石(Limestone)、大理石(Marble)、砂岩(Quartz-based)、板石(Slate)及其它石材六大类,(详情见ASTM C119标准。过去我国国家标准曾一度规定大理石、花岗石、板岩及其它,已经远远不能适应市场需要,所以近年作了更新。另外,近年来,由于对各类石材个性化需求的增多,“其它类”石材已经不断地延伸至颜色、花纹更加丰富的各类半宝石、宝石或更多新的石材类别,并且用料在呈上升趋势)。
石材产品类别:按照加工工艺的不同,可以分为异型产品(包括雕刻、弧板、空心柱、实心柱、线条、拼花等)、板材产品(包括大板、规格板、薄板等);按照使用部位,又可以分为室内石材、室外石材;墙面(立面)石材、地面石材;建筑用石(如桥墩)、装饰石材(如各类饰面石材)等等;
加工工艺流程:就各类石材产品加工而言,不同产品加工工艺不同。例如常见的饰面装饰石材板材和线条,加工工艺分别如下:
1、矿山开采。分为人工开采和爆破开采两类。爆破开采又有微爆破开采和大爆破开采两类。大理石、沿海一带的花岗石(沿海一带花岗石比较软)常常用人工开采或微爆破开采,四川一带的花岗石(比较坚硬)一般用大爆破开采。大爆破开采材料利用率很低,大部分都在爆破中碎裂了,因此除非很硬的石材,一般不会用这种方法。
2、锯割加工(荒料加工)。开采出来的大石块叫做荒料,一般是用金刚石圆盘锯进行锯解加工成石板,对于大理石,则还可以用金刚砂锯进行加工。金刚石圆盘锯使用一个大的圆盘形锯片,锯片上镶嵌有粉末冶金粘接的金刚石颗粒。这种设备可以加工硬质石材,使用也比较灵活,缺点是圆盘的直径需要二倍的石材高度加上法兰盘直径,而太大的锯片直径制造不易,因此不利于加工较大规格板材。金刚砂锯是使用一排(多条)条状锯片,每条锯片类似于木匠使用的手工锯锯条,但金刚砂锯是多条平行排列,每条之间间隔与板材厚度相等,这样砂锯可以将整块荒料一次性锯解成很多片板材。但是金刚砂锯由于使用金刚砂作磨料,不太适合加工硬质的花岗岩,一般只用于加工大理石。另外,如果荒料中有缺陷,在加工前没有被发现的话,由于金刚砂锯加工是一次性完成,等到加工完发现缺陷就来不及了,将导致整块荒料报废,所花的加工费也浪费了,因此不适合缺陷较多的石材品种。锯割加工中主要的加工设备是花岗石专用的框架式大型自动加砂锯、多刀片双向切机、多刀片电脑控制花岗石切机和花岗石圆盘锯石机等。经过锯割的板材称为毛板。


3、研磨抛光。研磨抛光的目的是将锯好的毛板进一步加工,使其厚度、平整度、光泽度达到要求。该工序首先需要要粗磨校平,然后逐步经过半细磨、细磨、精磨及抛光,把花岗岩的颜色纹理完全展示出来。主要的加工设备是:自动多头连续研磨机、金刚石校平机、桥式磨机、圆盘磨机、逆转式粗磨机、手扶磨机。一般使用金刚砂作磨料。花岗岩抛光,一般使用复合材料胶结的金刚砂磨块(也叫磨头)进行抛光,一般有1#、2#、3#、4#、5#和0#,共6种磨块,1#较粗,5#很细,0#则是不含金刚砂的抛光膏。加工时一般从1#到5#顺序进行,然后使用0#抛光。大理石抛光,一般使用毛毡加蜡再加各种不同颗粒粗细的金刚砂细粉进行抛光。经过抛光的板材称为光板。


4、切断加工。切断加工是用切机将毛板或抛光板按所需规格尺寸进行定形切割加工。主要的加工设备是纵向多锯片切机、横向切机、桥式切机、悬臂式切机、手摇切机等。板经过切边机切割成所需要的尺寸规格,就可以出厂销售了。一般常见的通用规格,在国内有800*800mm和600*600mm,也有500*500mm的,出口板则常用305*305mm、406*406mm、610*610mm、812*812mm等规格,也可以根据客户需要定制规格。经过以上工序,石材就可以出厂了。




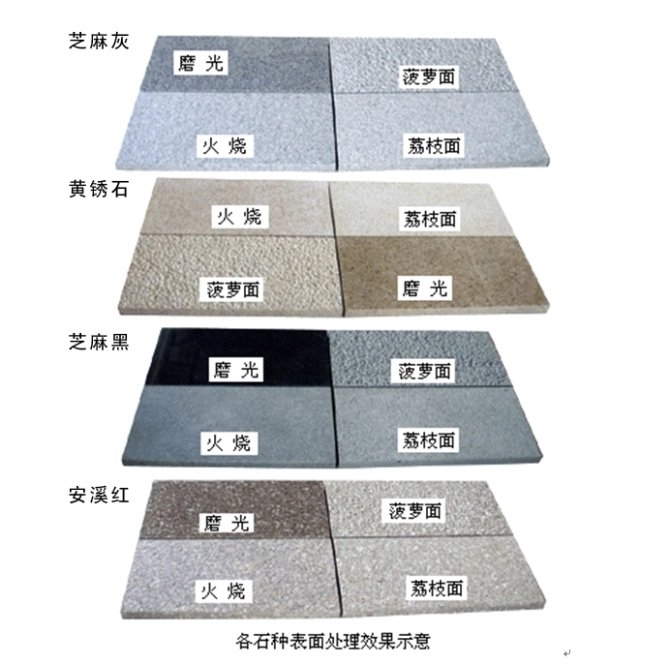
5、凿切加工。凿切加工是传统的加工方法,通过楔裂、凿打、劈剁、整修、打磨等办法将毛胚加工成所需产品,其表面可以是菠萝面、龙眼面、荔枝面、自然面、蘑菇面、拉沟面等等。凿切加工主要是使用手工加工,像是锤、剁斧、錾子、凿子等,不过有些加工过程可以使用机器加工完成,主要设备是劈石机、刨石机、自动锤凿机、自动喷砂机等。
(1)抛光(Polished):表面非常的平滑,高度磨光,有镜面效果,有高光泽。花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。

(2)亚光(Honed):表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。

(3)粗磨(Rough-Rubbing):表面简单磨光,把毛板切割过程中形成的机切纹磨没即可,感觉是很粗糙的亚光加工。

(4)机切(Machine-Cut):直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。

(5)酸洗(Pickling):用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。大部分的石头都可以酸洗,但是常见的是大理石和石灰石。酸洗也是软化花岗岩光泽的一种方法。
(6)荔枝(Bushhammered):表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。

(7)菠萝(Picked):表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
(8)剁斧(Chiselled):也叫龙眼面,是用斧剁敲在石材表面上,形成非常密集的条状纹理,有些像龙眼表皮的效果。
(9)火烧(Flamed):表面粗糙。这种表面主要用于室内如地板或作商业大厦的饰面,劳动力成本较高。高温加热之后快速冷却就形成了火烧面。火烧加工、喷烧加工,是利用组成花岗石的不同矿物颗粒热胀系数的差异,用火焰喷烧使其表面部分颗粒热胀破裂脱落,形成起伏有序的粗面纹饰。这种粗面花岗石板材,非常的适合于湿滑场所的地面装饰和户外的墙面装饰。主要设备是花岗石自动烧毛机。火烧面一般是花岗岩。

(10)开裂(Nature Split):俗称自然面,其表面粗糙,不过不像火烧那样粗糙。这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面。
(11)翻滚(tumbled):表面光滑或稍微粗糙,边角光滑且呈破碎状。有几种方法可以达到翻滚效果。20毫米的砖可以在机器里翻滚,3厘米砖也可以翻滚处理,然后分裂成两块砖。大理石和石灰石是翻滚处理的材料。
(12)刷洗(Brushed):表面古旧。处理过程是刷洗石头表面,模仿石头自然的磨损效果。
(13)水冲(Water-jet):用高压水直接冲击石材表面,剥离质地较软的成分,形成的毛面装饰效果。
(14)仿古(Antique):模仿石材使用一定年限后的古旧效果的面加工,一般是用仿古研磨刷或是仿古水来处理,一般仿古研磨刷的效果和性价比高些,也更环保。
(15)火烧仿古(Flamed+ Brushed):先火烧后再做仿古加工。
(16)酸洗仿古(Pickling+ Brushed):先酸洗后在做仿古加工。
(17)喷沙(Sandblasted):用普通河沙或是金刚沙来代替高压水来冲刷石材的表面,形成有平整的磨沙效果的装饰面。
(18)拉丝(拉沟)(Grooved):在石材表面上开一定的深度和宽度的沟槽
(19)蘑菇面(Mushroom):一般是用人工劈凿,效果和自然劈相似,但是石材的天面却是呈中间突起四周凹陷的高原状的型状。

6、辅助加工。辅助加工是将已切齐、磨光的石材按需要磨边、倒角、开孔洞、钻眼、铣槽、铣边等。主要的加工设备有自动磨边倒角机、仿形铣机、薄壁钻孔机、手持金刚石圆锯、手持磨光抛光机等。

7、检验修补。天然花岗岩难免有裂缝、孔洞等瑕疵,而且在加工过程也难免会有一些磕碰,出现一些小缺陷。所以在加工完成后所有的花岗岩板材都需要检验,首先要通过清洗,然后是吹干检验,合格品包装入库,而不合格产品则应先挑出来。在符合定单要求的情况下,对于一些缺陷不严重花岗岩制品可以进行修补,即进行粘接、修补,从而减少废品率。
8、防护处理。瓷砖、建筑涂料、装饰石材是用于建筑内外墙或地面的三大装修材料。由于石材如花岗石和大理石庄重、豪化、耐久,其装饰效果较瓷砖和涂料更强。花岗石、大理石等石材的一般贴附方法是先在砼墙面或地面涂抹砂浆,然后在石材上涂密封剂再贴附。但由于砼和水泥砂浆中含有的氢氧化钙和硫酸钙会析出石材表面,产生润斑和白霜,严重损害其美观。还有,嵌入石材内的金属件会因遇水生锈,在石材表面形成锈斑。为防止这类污染,常在石材内面涂上有机硅防水剂、聚合物水泥砂浆、乳液树脂、环氧树脂等,虽能收到一定的防护效果,但也存在以下不足:采用有机硅防水剂处理,石材与砼、砂浆被贴面不能形成密封层,无法有效抑制白霜析出物和润斑;采用聚合物水泥处理,不仅材料自身含有白霜成分,而且水渗透率大,防护效果也不理想;采用乳液树脂处理,干燥时易受到气候条件的影响,而且其亲水性成份(如分散剂、增稠剂等)含量较大,耐水性和耐久性存在 问题;采用环氧树脂处理,虽能有效防止泛霜和润斑,但施工性差,还易刺激皮肤。
(1)防护处理剂:该防护处理剂是用非水分散型树脂与湿固型聚氨酯树脂配合而成。按需要可添加体质颜料、消泡剂、分散剂、防沉剂、增稠剂等。A、非水分散型树脂宜用于由丙烯酸、乙烯、苯乙烯、 醋酸乙烯等单体聚合物或其共聚物的基料,分散在矿物油等非水性分散介质中。这里所用的非水性分散介质燃点不高,毒性小,便于施工。 B、聚氨酯使用由异氰酸酯固化的树脂,在水分存在下使用,可在3~8h内固化的单组合湿固化型聚氨酯树脂。C、体质颜料使用重质碳酸钙、滑石、陶土等。 D、外加剂(a)使用乙烯类聚合物等消泡剂。它可防止施工时处理剂发泡,造成不均匀的现象。(b)使用羧酸盐等分散剂,它易于分散配合料。(c)使用聚醚、酯类等防沉剂,从防止树脂固体分在分散介质中沉淀。(d)为更便于贴附施工,宜使用膨润土等增稠剂。
(2)防护处理方法:贴附石材时,先在石材内面及侧面以0.2~0.3kg/m3的涂量喷涂或辊涂防护处理剂,再贴附于建筑物墙面回地面,在常温下经1~2h后防护处理剂固化,石材与墙面或地面充分粘合。

9、现场加工。有时候在施工现场需要对石材进行现场加工,例如需要改小、切角,这一般是使用手提式切割机进行切割加工。例如有些石材需要在上面打孔、磨边等,一般是用手提式切割机、角磨机进行加工的。
其他:
1.板材规格板加工流程为:材料统筹-荒料选料-大板锯切-大板胶补(大理石通常还要加网)-大板打磨、抛光-大板选料-裁切规格板(必要时还需要撇底、磨边)-规格板摆板、调色-编号-检验-包装-运输-安装等;
2.石材线条加工流程为:材料统筹-荒料选料-坯料分切-坯料摆板、调色-造型(成型)-打磨、抛光(必要时还需要切角、修长)-试拼、调色-编号-检验-包装-运输-安装等;
其它类别产品的加工流程都基本相似,如利用板材加工拼花,前半部分的加工,同规格板过程基本一样,只是在后半部分图案部分的加工,需要机器、工具或水刀切割图案、零件,然后镶嵌,再粘接及打磨;再比如雕刻产品加工,前半部分同线条加工也非常相似,只是到了后期的雕花,需要穿插人工雕刻或者利用数控机床进行雕刻。

